
From POC to Plant Floor: Why AI Video Analytics Breaks at Scale in Manufacturing
Many manufacturing companies successfully test AI solutions during the proof-of-concept (POC) stage. The system performs well in controlled environments and delivers promising results. However, when the same solution is expanded across the entire plant floor, new challenges begin to appear.
Factories are complex environments with constant movement, varying lighting conditions, and multiple processes running simultaneously. Because of this, what works during testing does not always perform the same way during real deployment. As the adoption of AI in manufacturing industry continues to grow, companies must focus not only on testing AI solutions but also on designing systems that can scale effectively in real production environments.
The Growing Role of AI in Modern Manufacturing
Manufacturers are increasingly adopting AI in manufacturing and production to improve operational visibility, enhance safety, and optimize processes. AI-powered technologies help factories monitor activities continuously and detect risks before they become major issues.
One of the most impactful applications is AI video analytics, which analyzes live video streams from cameras across the facility.
AI-driven monitoring systems help manufacturers:
- Improve worker safety through PPE detection
- Identify unsafe behavior or restricted area access
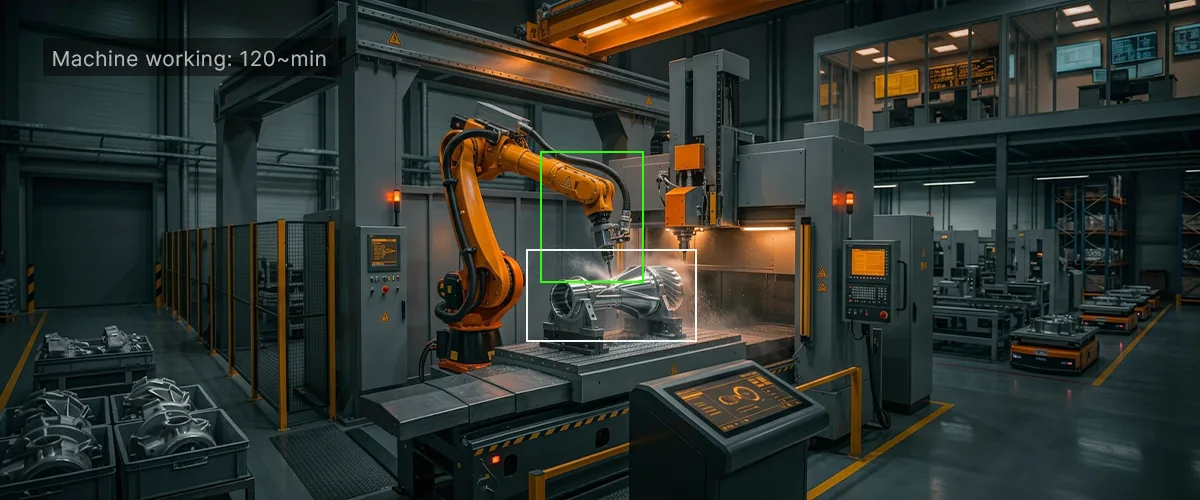
- Monitor machine activity and operational anomalies
- Improve visibility across production lines
- Detect operational bottlenecks early
By turning video data into actionable insights, AI systems allow manufacturers to make faster decisions and maintain more efficient production environments within the AI in manufacturing industry.
Why AI Video Analytics Works Well During POC
During the POC stage, AI systems are usually deployed in a controlled environment with limited cameras and specific use cases. This controlled setup allows organizations to test whether the system can successfully detect certain events in AI in manufacturing and production environments.
Typical POC use cases include:
- PPE compliance monitoring
- Machine activity monitoring
- Worker movement tracking near hazardous zones
- Production line observation
Because the system processes a smaller amount of data and operates in stable conditions, results during this stage are often very positive.
However, challenges sometimes begin during the POC planning itself.
In many situations, clients may not be fully aware of the full potential of AI systems or how environmental factors can influence performance. AI can deliver powerful insights, but its accuracy depends on practical factors such as camera placement, lighting conditions, and training data.
Another issue is that requirements during the POC stage may be incomplete. Sometimes only a few operational scenarios are tested, while several real factory situations are not considered.
This creates a gap between expectations and the actual features of the AI solution.
Common gaps during the POC stage include:
- Limited understanding of AI system capabilities
- Incomplete operational requirements
- Expectation vs actual feature mismatch
- Testing environments different from real factory conditions
Additionally, POC scenarios may differ from real manufacturing use cases. While testing may occur in controlled areas, actual production environments involve changing lighting conditions, machine movement, worker congestion, and environmental factors such as dust or smoke.
For this reason, the POC stage should consider multiple real-world scenarios to ensure the system performs reliably when deployed across the plant floor in AI in manufacturing industry environments.

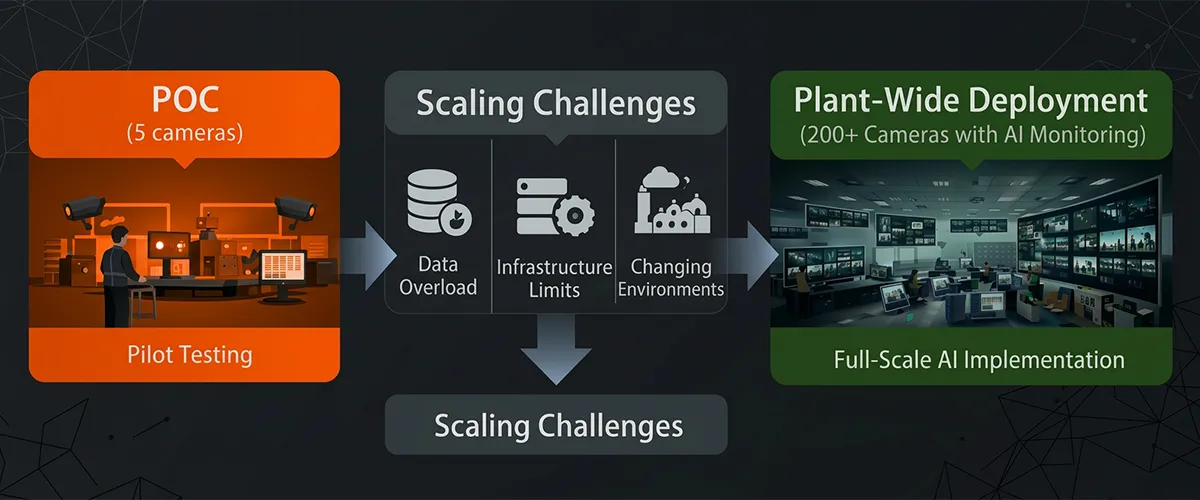
Why AI Video Analytics Breaks at Scale
When organizations attempt to scale AI video analytics across an entire manufacturing facility, several technical and operational challenges appear.
1. Data Volume and Processing Load
Scaling from a few cameras to hundreds significantly increases the amount of video data that must be processed in real time.
Common challenges include:
- High network bandwidth consumption
- Increased computing requirements
- Delays in real-time video analysis
- System latency during peak workloads
To successfully deploy AI in manufacturing and production, companies must build infrastructure capable of handling large volumes of video data.
2. Complex Factory Environments
Manufacturing plants are dynamic environments where conditions constantly change.
AI systems must adapt to factors such as:
- Lighting variations across shifts
- Frequent machine layout changes
- Worker congestion during peak production hours
- Dust, smoke, or visual obstructions
These factors can affect the accuracy of AI systems within the AI in manufacturing industry.
3. Integration with Existing Systems
Many factories operate with legacy infrastructure such as CCTV networks and industrial monitoring systems.
For AI in manufacturing industry solutions to deliver real operational value, they must integrate with systems such as:
- Manufacturing Execution Systems (MES)
- Industrial IoT platforms
- Safety management systems
- Production monitoring dashboards
Without proper integration, AI insights may remain isolated instead of becoming part of daily operations.
4. Operational Readiness
Technology alone cannot guarantee successful AI deployment. Organizations must also prepare their teams and processes.
Successful adoption requires:
- Training staff to understand AI alerts
- Defining response procedures for safety violations
- Integrating alerts into operational dashboards
- Establishing escalation protocols for incidents
When teams are ready to respond to AI insights, the system becomes far more effective in AI in manufacturing and production environments.
How Intozi Helps Manufacturing AI Scale Successfully
Scaling AI systems across manufacturing facilities requires platforms designed specifically for industrial environments. Intozi provides AI-powered video analytics solutions that enable manufacturers to monitor operations across large facilities.
The platform helps organizations process large volumes of video data while maintaining accuracy and reliability across complex environments.
Key capabilities include:
- Scalable AI video analytics architecture
- Real-time monitoring across multiple cameras
- Integration with industrial systems
- Adaptive AI models designed for dynamic environments
- Automated alerts for safety and operational events
By addressing real deployment challenges, Intozi helps manufacturers move from pilot testing to full-scale AI implementation in the AI in manufacturing industry.
Building the Future of AI in Manufacturing
As industries continue adopting digital technologies, AI in manufacturing and production will play a critical role in improving operational intelligence.
Manufacturers that focus on scalable infrastructure, realistic testing, and operational readiness will be better positioned to unlock the full potential of AI technologies in the AI in manufacturing industry.
Key elements of successful AI deployment include:
- Scalable infrastructure for processing large video datasets
- AI models trained for diverse industrial environments
- Integration with existing operational systems
- Clear workflows for responding to AI alerts
With advanced AI video analytics solutions from Intozi, manufacturers can build safer, smarter, and more efficient production environments powered by intelligent monitoring systems.
Frequently Asked Questions (FAQs)
Upgrade Your Operations With Next-Generation AI Video Analytics
Intozi Tech Pvt Ltd
Unit no- 629, 644, 645 Tower B2, Spaze I-Tech Park, Sohna Road Sec 49, Gurgaon, Haryana-122018
MON-FRI 09:00 - 20:00, SAT 10:00 - 14:00